http://gnipsel.com/linuxcnc/examples.html
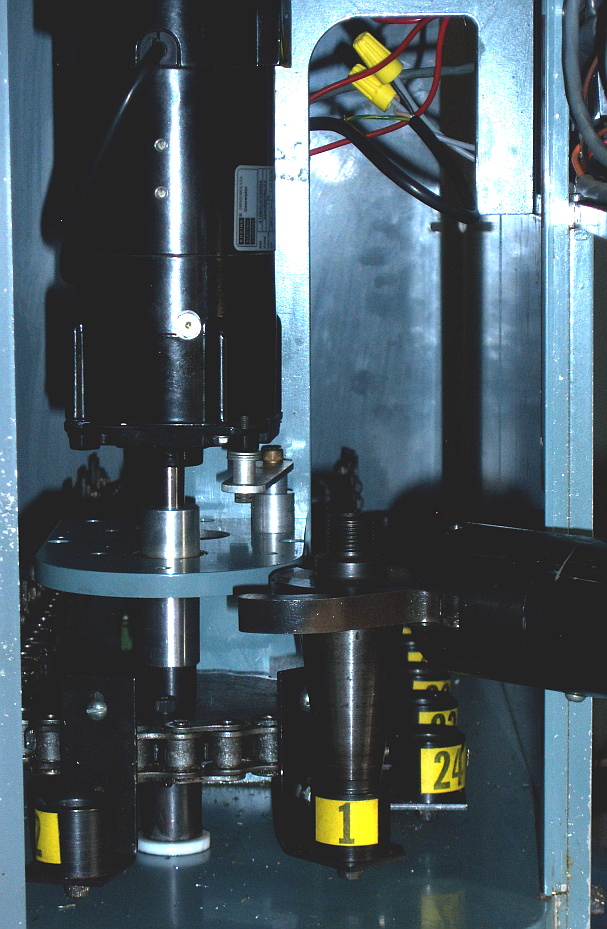
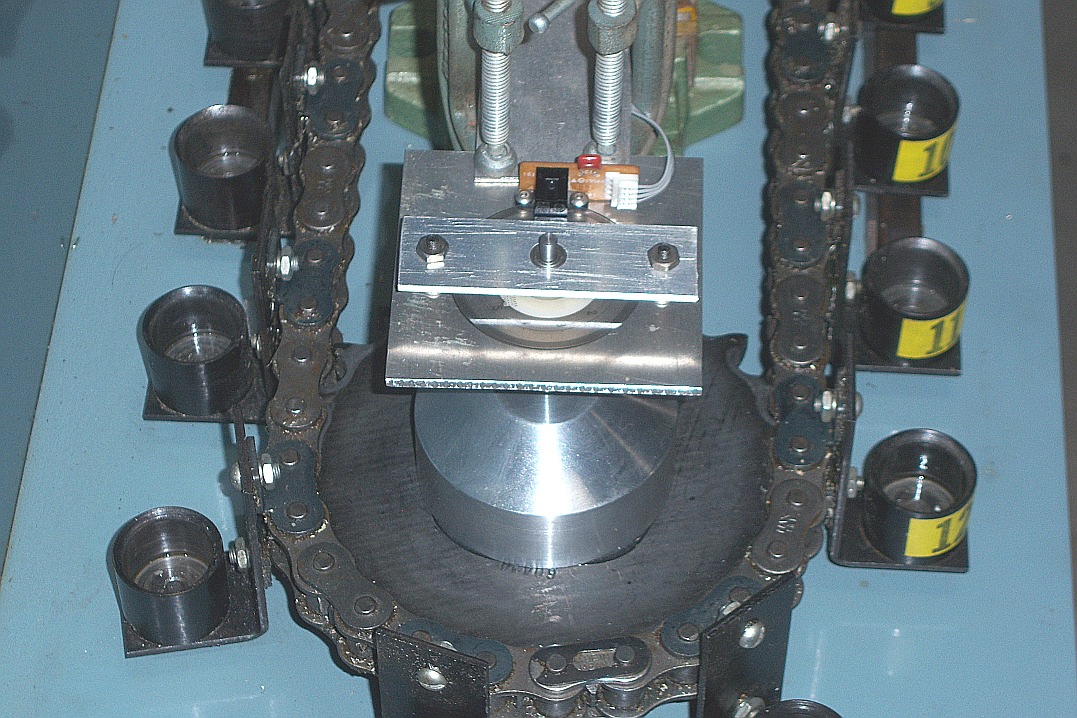
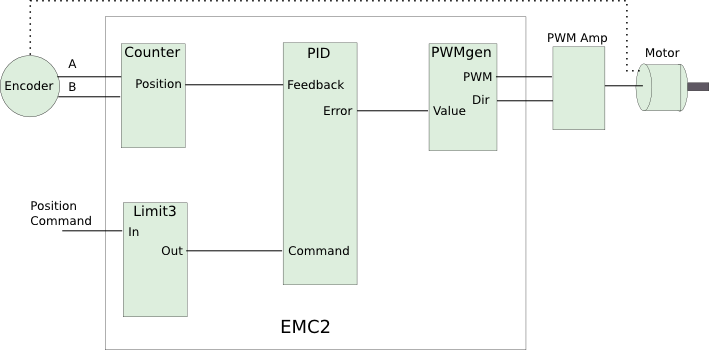
On 6/1/2015 10:06 AM, Ralph Stirling wrote: > I've been puzzling for a long time how one would create sequential state > machines in hal logic, and it finally dawned on me that you guys are doing > that in things like pyvcp or axis. It would be nice if hal itself could have > a > good mechanism for defining states and state transition logic. Have I > missed something? > > -- Ralph > ________________________________________ > From: Kirk Wallace [[email protected]] > Sent: Monday, June 01, 2015 7:49 AM > To: [email protected] > Subject: Re: [Emc-users] Classic Ladder running motor x mm. > > On 06/01/2015 04:50 AM, andy pugh wrote: >> On 1 June 2015 at 04:33, Sven Wesley <[email protected]> wrote: >>> Trying to figure out if there's any way to run a motor, either a stepper or >>> servo, a given distance with classic ladder _without_ having a XYZ >>> configuration. >> >> Yes, this is fairly easy. The stepgen and PID components don't care >> where their setpoints come from. If the motors only need to run at one >> speed you can simply set the stepgen max_speed and max_acc pins to the >> required values. However typically you would use the limit3 HAL >> component to supply position, velocity and acceleration limits for the >> motor. >> >> Rather than CL I would consider making a simple Glade UI to supply the >> setpoints and control the sequencing but if the controls are all >> physical switches you could even run the PC without a display and >> provide all operate feedback vial lamps and buttons. > This could be a start to a HAL controller: > http://www.wallacecompany.com/machine_shop/LinuxCNC/gvcpDRO/ > > Just plug in the appropriate HAL components, such as LimitX and/or PID > and others. The sequencing and logic can be done in Python. I used a > similar setup (LimitX) except embedded in axis for my mill tool carousel: > http://www.wallacecompany.com/machine_shop/Shizuoka/100_1136-1a.jpg > http://www.wallacecompany.com/machine_shop/Shizuoka/100_1133-1a.JPG > http://www.wallacecompany.com/machine_shop/Shizuoka/Carousel_Overview-1a.png > > I did some sequencing in an automated tester: > http://wallacecompany.com/tmp/Screenshot_lathe_bd_test.png > First pass: > http://wallacecompany.com/tmp/auto_test_ui/ > > which used a comp similar to my lathe turret comp. > http://www.wallacecompany.com/cnc_lathe/HNC/emc2/turret.comp > >> To set up such a "HAL-only" config you need a HAL file that starts the >> threads and loads CL and/or a Python GUI. You don't need to load >> motmod and there is no need for a G-code interpreter. >> One difference between such a HAL-only config HAL file and a typical >> one is that it needs to explicitly start the realtime threads with the >> "start" command. >> >> You can then create an icon that runs halrun -f myhalfile.hal for easy >> launching. >> >> loadrt threads period1=50000 period2=1000000 name1=base-thread >> name2=servo-thread >> loadrt stepgen step_type=0,0,0 >> loadrt limit3 count=3 >> addf stepgen.0.make-pulses base-thread >> addf stepgen.0.capture-position servo-thread >> ... >> setp stepgen.0.step-length 4000 >> ... >> net limit3.0.out stepgen.0.position-cmd >> setp limit3.0.min -100 >> ... >> loadrt classicladder ...... >> .... >> >> start >> > > -- > Kirk Wallace > http://www.wallacecompany.com/machine_shop/ > http://www.wallacecompany.com/E45/ > > ------------------------------------------------------------------------------ > _______________________________________________ > Emc-users mailing list > [email protected] > https://lists.sourceforge.net/lists/listinfo/emc-users > > ------------------------------------------------------------------------------ > _______________________________________________ > Emc-users mailing list > [email protected] > https://lists.sourceforge.net/lists/listinfo/emc-users ------------------------------------------------------------------------------ _______________________________________________ Emc-users mailing list [email protected] https://lists.sourceforge.net/lists/listinfo/emc-users
{kind=link}
{kind=link}
{kind=link}
{kind=link}