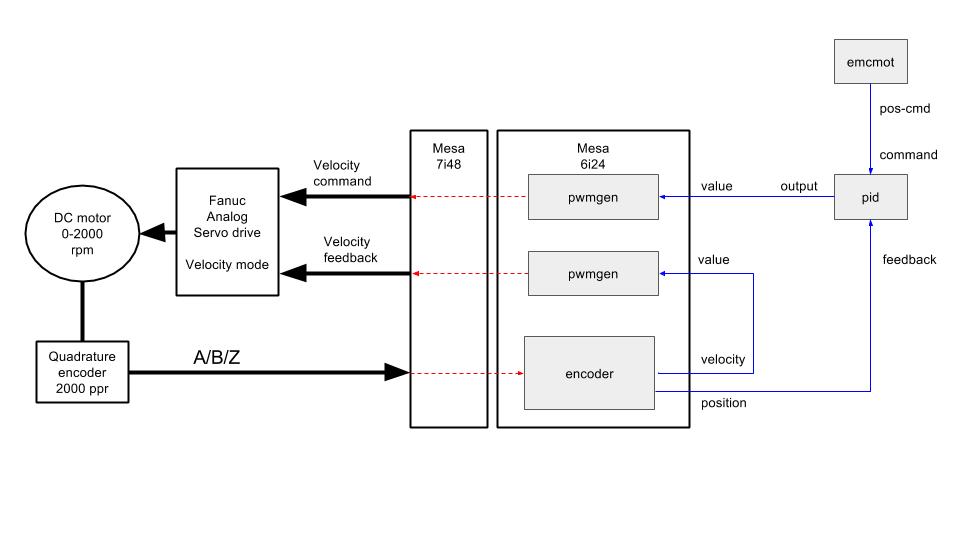
On Thu, 8 Dec 2016, Frederic RIBLE wrote: > Date: Thu, 8 Dec 2016 22:56:02 +0100 > From: Frederic RIBLE <[email protected]> > Reply-To: "Enhanced Machine Controller (EMC)" > <[email protected]> > To: "Enhanced Machine Controller (EMC)" <[email protected]> > Subject: [Emc-users] Fanuc analog drive & LinuxCNC tuning > > Hello > > At Electrolab hackerspace, we are working on the retrofit of a > Mori-Seiki SL0 CNC lathe. > We are are using a Mesa 6i24/7i48 combination. > The drive is a A06B-6047-H208 (double velocity control unit). > Axis motors are A06B-0641-B011 and A06B-0642-B011 (yellow cap). > The position feedback comes from a 2000ppr encoder. > We use the Mesa board to convert the pulses to an analog feedback > velocity signal. > We have done the HAL cabling as below. > First results are promising : we can control the position. > But we see some oscillations on the velocity (periodic with 33 ms period). > Oscillations start when the position command changes, and never stop, > even when the pos-cmd becomes constant. > Same issue if we disable the PID loop in HAL. > So we believe the problem is coming from the drive. > When we decrease the analog gain in the drive after the error amplifier > (comparison between velocity command and feedback), we can decrease the > oscillation. > As we can see a phase compensation circuit in the drive, we assume this > is to compensate for delay on velocity feedback. > So, we have tried to add some delay on the velocity feedback assuming > original F/V converter from the Fanuc control board may be slower than > what we have with Mesa. Not much success: that changes a little the > oscillation period, but we cannot cancel oscillation. > > Anyone knows how we can tune the drive (unfortunately we have not the > documentation for this part number) ? > > Thanks > Frederic. >
Are you sure the PWMGEN output mode is set to mode 2 ? (you will get very weird and unstable results otherwise) Note that changing the mode may invert the feedback so beware of runaways Also since you are closing a velocity loop, you may want to run the servo thread faster (say 2 to 8 KHz if your PC can do it) > > https://forum.linuxcnc.org/media/kunena/attachments/16648/Mauriceservo.jpg > > ------------------------------------------------------------------------------ > Developer Access Program for Intel Xeon Phi Processors > Access to Intel Xeon Phi processor-based developer platforms. > With one year of Intel Parallel Studio XE. > Training and support from Colfax. > Order your platform today.http://sdm.link/xeonphi > _______________________________________________ > Emc-users mailing list > [email protected] > https://lists.sourceforge.net/lists/listinfo/emc-users > Peter Wallace Mesa Electronics (\__/) (='.'=) This is Bunny. Copy and paste bunny into your (")_(") signature to help him gain world domination. ------------------------------------------------------------------------------ Developer Access Program for Intel Xeon Phi Processors Access to Intel Xeon Phi processor-based developer platforms. With one year of Intel Parallel Studio XE. Training and support from Colfax. Order your platform today.http://sdm.link/xeonphi _______________________________________________ Emc-users mailing list [email protected] https://lists.sourceforge.net/lists/listinfo/emc-users
{kind=link}