On Sun, 2008-07-20 at 14:28 -0400, Kenneth Lerman wrote: > When you power up, you read the 8 bit value (for a 256 position absolute > encoder). That will give you an unambiguous position. > > Ken
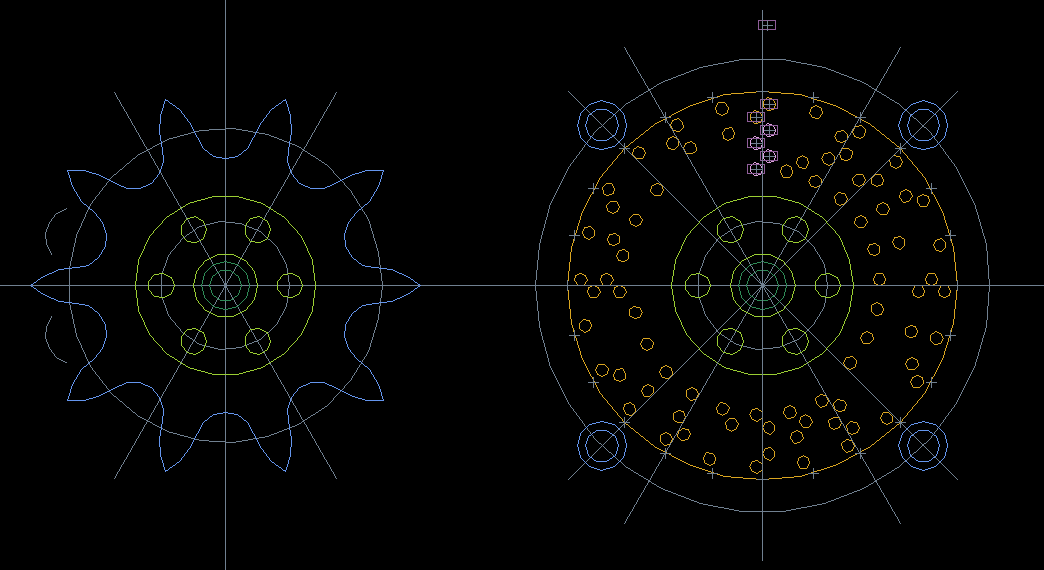
On my original design for a tool changer encoder, I had a sprocket engaging the carousel chain: http://www.wallacecompany.com/machine_shop/Shizuoka/00030-1a.jpg with a gearbox to get one encoder revolution per chain revolution. The encoder then needs twenty-four positions or five data bits. I was going to use IR LED's and photo-transistors on each side of a disk: http://www.wallacecompany.com/machine_shop/Shizuoka/Tool_Changer_Encoder-1a.png A sixth bit was added as an "in position" signal. Currently the chain is moved by a Maltese Cross: http://www.smom-za.org/MalteseCross/mechanics.htm so only valid positions would be possible at rest. The problem here is that the Maltese Cross moves the tools in a jerky fashion for each position change and it is slow. I want to drive the chain with a simple gearbox with acceleration/deceleration control for the start and end position. With this and the disk encoder, there will be invalid input between positions, which is mostly okay because I'll control the motor to stop at validated positions. The problem is when the system powers up and the encoder is in an invalid position. The only way to validate the position is to move the chain. I don't want to do this automatically, for safety. I could have the user manually initialize the changer on each power up, but I prefer to not have to do that. I could go to a high resolution encoder, but this just reduces the chance of getting an invalid start. I would prefer to have an encoder that has no invalid states. ... Now that I have given this more thought, an invalid start may not be a problem, because when a tool change is requested (and expected), the position will validate on the first position change. The only down side is possible wasted motion by guessing which way to go or how far. -- Kirk Wallace (California, USA http://www.wallacecompany.com/machine_shop/ Hardinge HNC/EMC CNC lathe, Bridgeport mill conversion, doing XY now, Zubal lathe conversion pending Craftsman AA 109 restoration Shizuoka ST-N/EMC CNC) ------------------------------------------------------------------------- This SF.Net email is sponsored by the Moblin Your Move Developer's challenge Build the coolest Linux based applications with Moblin SDK & win great prizes Grand prize is a trip for two to an Open Source event anywhere in the world http://moblin-contest.org/redirect.php?banner_id=100&url=/ _______________________________________________ Emc-users mailing list [email protected] https://lists.sourceforge.net/lists/listinfo/emc-users
{kind=link}
{kind=link}